
答:“PQF”是Premium Quality Finishing的缩写,它的中文含义是“高质量轧机”
2 PQF三辊式限动芯棒连轧机组前台设备有何特点?答: 前台使用横移车传送芯棒和毛管至主轧线外接收装置,使用装置在主轧线上的预穿齿条实现芯棒在主轧线内的预穿,芯棒预穿完毕后返回,同时限动夹持头立即锁紧开轧,限动齿条预插入的过程与毛管咬入过程同时进行。
前台设备布置紧密,设备动作行程小,大大缩短了毛管从穿孔机穿出至连轧开轧的时间,最大限度的减少了毛管的温度损失。同时,由于采用芯棒从主轧线内预穿至毛管内的方法,使预穿后的毛管在最短的时间内开始轧制。大大缩短了毛管内表面与芯棒表面的接触冷却时间。
PQF三辊式限动芯棒连轧机组前台设备体现了先进的工艺设计思想,在设备形式及细部设计上体现了最大限度减少毛管温降的工艺目的,既保证连轧机组的开轧温度稳定,又不影响轧制节奏。使影响生产的质量控制和轧制节奏控制两大矛盾得到了有机结合。
前台设备的动作采用连杆装置配合带有位置传感器的液压缸驱动,结合比例阀控制,使液压缸的工作行程在设备动作时得到精确控制,既缩短了设备动作周期,又确保了设备动作精度。前台的设备调整实现了与关键参数相关联的统一控制,大大缩短了工具更换时的调整时间。提高有效作业率。
3 三辊式连轧机组与传统两辊式连轧机组比较有什么工艺优点?答: 使用三辊式的孔型设计,从工艺角度讲,PQF与传统两辊式限动芯棒连轧机组(MPM)比较具有以下优点:
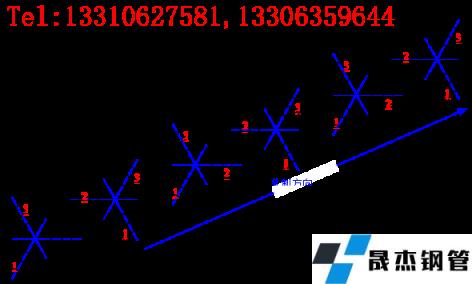
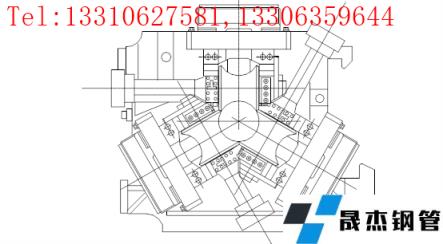
图5-34 PQF轧机布置示意图
答:PQF三辊式限动芯棒连轧机组配备有可调式脱管机,在轧制过程结束后芯棒从前台释放,通过整个轧制线到达连轧后台,从而省略了传统限动芯棒轧机轧制结束后芯棒从前台返回并翻出的过程。使得设备运转周期大为缩短。
13 PQF三辊式限动芯棒连轧机组辅助设备的先进性是什么?答:PQF三辊式限动芯棒连轧机组辅助设备的优点在于控制手段先进,由于大量采用了比例阀结合位置传感器的液压缸驱动方式,提高了设备的定位精度和定位速度。设备构造简单,易于维护。轧机辅助设备位置设定的关键值可以与轧制规格直接挂钩,大大省略了人工输入的时间。同时,液压缸位置传感器的反馈数值精确,可以是轧机辅助设备运行状态得到很好的保持与监控。有利于故障判断和周期点检定修计划的实施。
14 PQF三辊式限动芯棒连轧机组质量控制的优越性在哪里?答:PQF三辊式限动芯棒连轧机组可以在长度方向和截面方向对厚壁钢管的壁厚和外径进行精确的控制,从而确保了终轧产品的壁厚精度。结合在线质量和生产过程控制系统的使用,使每一只厚壁钢管的生产过程得到稳定的控制。数字化的生产过程数据采集全面、精确,有利于工艺改进和质量问题分析。使工艺研究有据可依。
15 为什么说PQF三辊式限动芯棒连轧机组在轧制高合金钢及超薄壁厚壁钢管方面更有优越性?答: 综前所述,三辊式限动芯棒连轧机组孔型闭合程度好,轧机刚性强。变形过程更加稳定,因此,可以解决高合金钢生产过程中出现的高温塑性差,变形抗力高,轧制工具容易粘钢等难题。为批量生产高合金钢创造有利条件。
在轧制超薄壁厚壁钢管的过程中,PQF机组可以发挥出轧制过程稳定,凸缘处金属流
量与槽底金属流量差异小的优点,可以有效控制孔洞和内表面拉凹缺陷的产生。由于连
轧前台的紧凑式设计。使得毛管温度差异小,轧制过程更加稳定。
16 PQF轧机调整要点1) 注意配合好压下量和速度的关系:
轧制新规格前,按照轧制表输入轧机的各项控制参数后进行轧制,过钢后应立即对轧制力曲线进行分析,一般来说,仅仅需要微调即可。
在调整过程中需要按照连轧机秒流量相等的原则进行调整。第一步,需要对轧制力水平进行判断,依据轧制力偏高或偏低,决定辊缝调整量的大小。对第一变形机架轧制力的判断尤其重要。连轧第一架轧制力的高低,除受堆钢和拉钢条件的影响之外,还受毛管几何尺寸的变化影响。毛管截面积较大时,连轧压下量相对较大,轧制力也因此偏高。若毛管偏厚,从毛管长度上可以较明显的反映出来。此时,要结合第二架轧制力判断毛管是否偏厚。若连轧一架轧制力总体水平偏高,而二架轧制力正常,同时毛管长度短于理论计算长度,可以判断毛管偏厚。针对此状态的调整,一方面要求上游机组进行相应调整以外,可以采用将第一架转速适当降低的方法缓解第一架的堆钢轧制状态。对于PQF轧机来说,由于孔型封闭的较严,建议采用微张力的轧制状态,以防止金属在孔型凸缘处挤出量偏大形成缺陷。
2) 掌握好连轧机终轧长度与理论计算长度之间的关系,使调整尽快一步到位。
在使用PSS系统生成连轧机组轧制表时,需要按照来料长度对荒管长度进行精确计算,当新规格开始轧制的前几支,需要对荒管长度实际值和理论数据进行比较,按照长度差异估算荒管壁厚的调整量。对荒管长度的估算可以采用重量守恒的原则。此时的连轧调整可以采用整体调整的方式,一般情况下工作机架的调整量要稍大于精轧机架的调整量。以避免精轧机架工作状态不稳定影响产品精度。精轧机架轧制力偏低或偏高都会影响产品精度。轧制力偏高,则机架有可能处于过充满状态,需要适量加大上游机架的压下量。轧制力偏低,则机架有可能处于欠充满状态,需要适量减少上游机架的压下量。
3) 掌握好“对称”原则。
“对称原则”指的是,由于各个机架孔型的交错布置,单数机架和双数机架的调整量要单独考虑,同时又要有机的结合。当壁厚精度发生对称性差异时,可以考虑对不同轧制方向上的轧制机架进行单独调整。以修正上述差异。
17 锥形芯棒在使用上有什么优点,如何使用锥形芯棒进行生产?答:PQF三辊式限动芯棒连轧机组在生产薄壁厚壁钢管时使用锥形芯棒进行生产,其优点如下:
1) 使用锥形芯棒,可以有效降低限动力,从而保证轧制过程稳定。实际数据分析表明,使用锥形芯棒,限动电机扭矩比同规格圆柱型芯棒低10%左右。
2) 使用锥形芯棒,在轧制过程中可以有效降低芯棒表面与轧件的摩擦力,从而降低芯棒表面温升,有利于提高芯棒的使用寿命。
3) 使用锥形芯棒有利于PQF终轧后脱棒,在终轧后轧件内表面与芯棒间间隙相应加大,从而使脱棒变得更加容易,使用锥型芯棒可以有效防止薄壁管生产中频繁出现的工艺抱棒问题。轧制过程更加稳定。
因为锥形芯棒在长度方向存在锥度,芯棒外径沿长度方向发生了变化。如果不采取相应的措施,在生产过程中将不可避免的发生厚壁钢管壁厚沿长度方向上的壁厚不均,因此,使用锥形芯棒需要配合液压压下缸的精确控制。当使用锥形芯棒时,须同时使用液压压下缸的伺服控制系统进行精确控制。同时,在设定各机架的压下量时须要精确计算芯棒的工作区。以配合辊缝计算。当锥形芯棒轧制开始时,压下缸控制系统沿芯棒锥度斜率精确设定打开行程斜率,这样,可以有效补偿厚壁钢管因芯棒锥度造成的壁厚变化。
实践证明,使用锥形芯棒配合液压伺服压下控制轧制的厚壁钢管,与使用圆柱型芯棒轧制的厚壁钢管在壁厚精度上的区别很小。
18 PQF三辊式限动芯棒连轧机组的芯棒速度控制有何特点?
答: PQF三辊式限动芯棒连轧机组芯棒限动系统的设计充分体现了尽量缩短轧制周期和芯棒在毛管内的待轧时间的工艺目的。在芯棒速度控制上实现了芯棒预穿过程、咬入过程和限动过程限动齿条速度变化的”无缝连接”。在轧制开始时,毛管在夹送辊带动下实现送钢。同时,限动齿条以预插入速度完成芯棒预插入。限动齿条完成预插入后立即降至咬入速度。完成咬入过程后立即将限动齿条速度升至限动速度。这几个步骤,需要依靠对齿条电机极为精确的速度控制才能完成。此过程的实现,体现了当今电机速度精细化控制的先进科技水平。
在工艺参数的计算上也极为严密,因为采用了预插入速度控制代替了限动齿条坐标
控制,在进行工艺参数的计算过程中需要精确计算预插入速度和限动速度以及齿条定位
坐标。
由于采用了速度控制代替坐标控制的手段控制芯棒限动过程,减小了各个步骤之间因为速度变化过大导致的冲击载荷。在芯棒限动控制上体现了新的科技进步。
免责声明:本网站(山东聊城晟杰无缝钢管厂www.qlsteels.com)刊载的“附录2: PQF三辊式限动芯棒连轧机组生产知识问答”等均源于网络,版权归原作者所有,且仅代表原作者观点,本文所载信息仅供参考。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时联系删除。本网站刊登此篇文章并不意味着本站赞同其观点或证实其内容的真实性,我们不对其科学性、严肃性等作任何形式的保证。如果侵犯了您的版权,请尽快联系我们予以撤销,谢谢合作!
请查看相关产品 厚壁钢管,厚壁无缝钢管,厚壁管,无缝钢管厂,无缝钢管厂家
 销售一部:0635-8876028 13310627581 李经理销售二部:0635-8791921 13306359644 任经理销售三部:0635-8791912 15653133503 张经理
销售一部:0635-8876028 13310627581 李经理销售二部:0635-8791921 13306359644 任经理销售三部:0635-8791912 15653133503 张经理 传 真:0635-8878086
传 真:0635-8878086 山东省聊城市国家级经济技术开发区景阳岗路东段路北
山东省聊城市国家级经济技术开发区景阳岗路东段路北



